012.Indirect UHT
 2. Indirect UHT Systems
2. Indirect UHT Systems
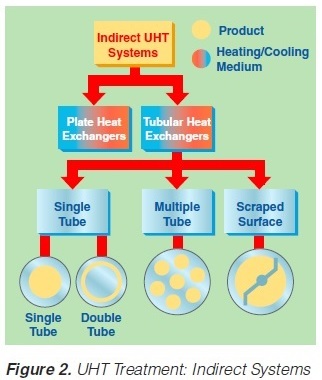
A heat exchange surface separates the product from the heating or cooling media in indirect UHT systems. The heating medium may be either steam or superheated water (Figure 2). A time-temperature diagram for indirect systems is shown in
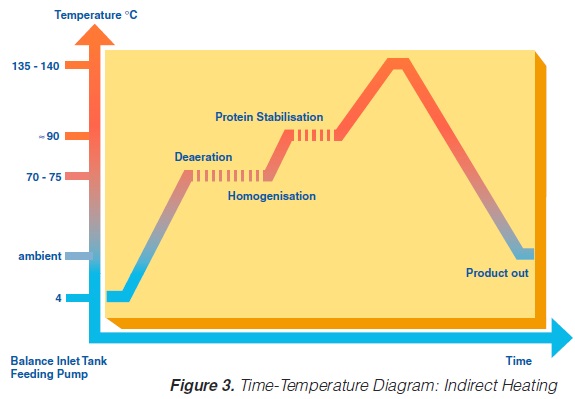
figure 3. Typically, the product enters the steriliser via a balance inlet tank and a centrifugal feeding pump at about 4°C. Subsequently, it is heated to 70 -75°C, at which temperature the product is homogenised. For milk homogenisation, pressures of 200 to 250 kg/cm2 (150 to 200 at the first stage, and about 50 kg/cm2 at the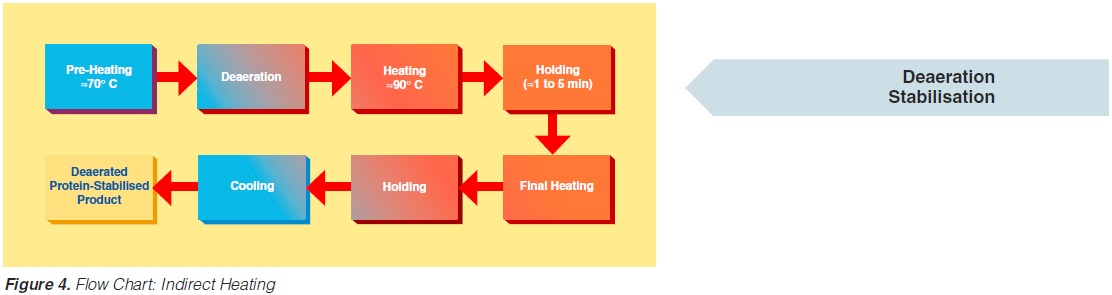 second) are often used. The omogeniser is a positive piston pump which pushes the product through the remaining equipment directly to the aseptic filling machine or into an aseptic tank for subsequent filling. Sterilisation temperatures are usually between 135°C and 140°C. Holding times between 2 and 6 seconds at the sterilisation temperature are common. Though more expensive, downstream (aseptic) homogenisation results in better flavour characteristics for some products. In order to lower the oxygen content of the product, deaeration can be introduced prior to upstream homogenisation. Milk entering the steriliser is normally saturated with oxygen. Since indirect working sterilisers are closed systems, the incoming and outgoing oxygen content of the product is the same. Depending upon temperature, milk may contain 6 to 9 ppm of oxygen (ca 7ppm), (168). Passing a vacuum chamber (deaerator) at high temperature prior to homogenisation (~ 70°C), the oxygen
second) are often used. The omogeniser is a positive piston pump which pushes the product through the remaining equipment directly to the aseptic filling machine or into an aseptic tank for subsequent filling. Sterilisation temperatures are usually between 135°C and 140°C. Holding times between 2 and 6 seconds at the sterilisation temperature are common. Though more expensive, downstream (aseptic) homogenisation results in better flavour characteristics for some products. In order to lower the oxygen content of the product, deaeration can be introduced prior to upstream homogenisation. Milk entering the steriliser is normally saturated with oxygen. Since indirect working sterilisers are closed systems, the incoming and outgoing oxygen content of the product is the same. Depending upon temperature, milk may contain 6 to 9 ppm of oxygen (ca 7ppm), (168). Passing a vacuum chamber (deaerator) at high temperature prior to homogenisation (~ 70°C), the oxygen
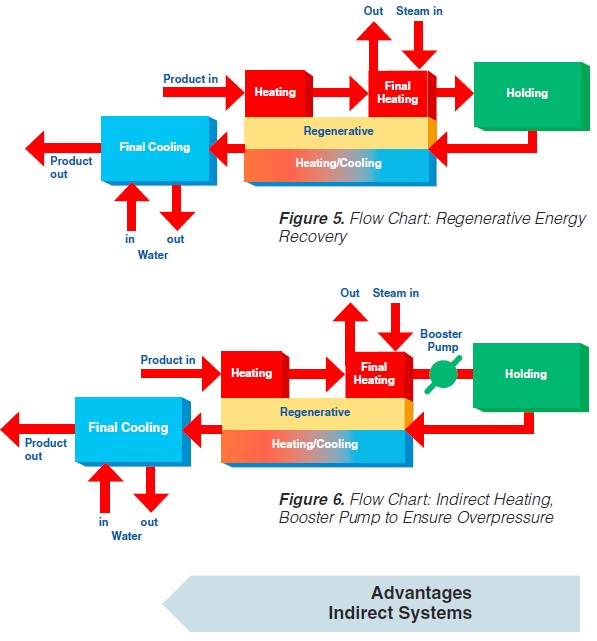
content can be reduced to about < 1 to 3 ppm (0.3 - 0.9 ppm), (168). The degree of deaeration depends upon the temperature and the underpressure applied in the process. During heat processing, deposits form on heat exchange surfaces, particularly in the temperature range > 80°C. In order to reduce this deposit formation and thus prolong the running time, a holding cell can be introduced: the product (milk) is held for a few minutes at a temperature of about 90°C (Figure 4). Indirect systems offer good possibilities for regenerative energy recovery: the incoming productis heated by the outgoing.